Design & Build
Let’s design & build the best purification process to your needs, and boost your savings.
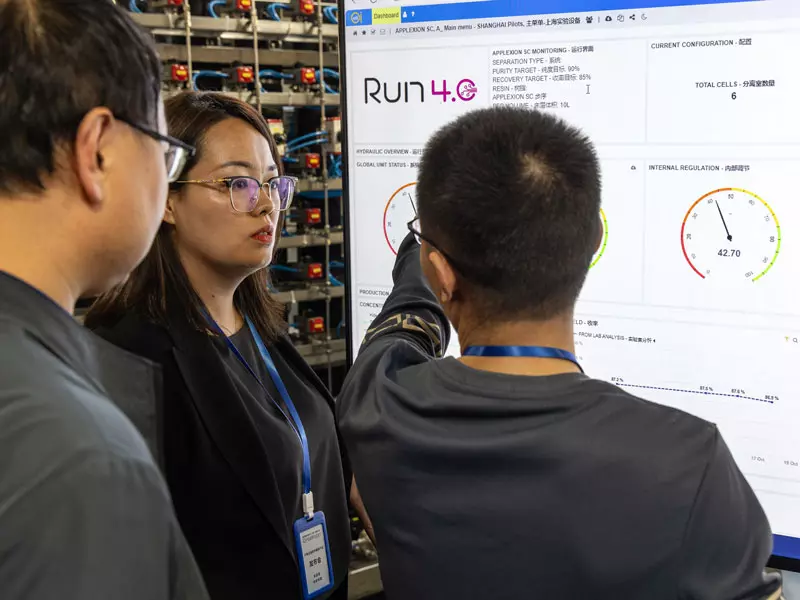
Run & Perform
Let’s get the most out of your production line, and boost your performance.

Upgrade & Revamp
Let’s make your historic process line a new state of the art one and boost your savings.

Audit & Advise
Let’s reach the optimum performance of your process & reduce your carbon footprint.
Assist & Train
Keep your teams at the edge of technical know-how & boost your performances.









Innovation
We create new products, new services or ways of working.

Commitment
We challenge ourselves, we dare, and we stick to our word.

Care for people
We care for the ones we work with and for the ones we work for.